13958054934
2021-06-29
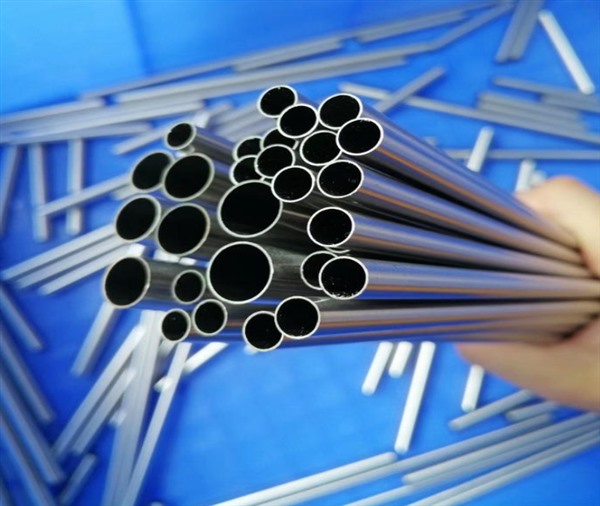
不锈钢管孔洞缺陷
不锈钢管表面容易发现孔洞;不锈钢管表面下,加工后可进行肉眼或显微镜检查;钢管内部,必须使用无损检测设备进行检查。对于重要的不锈钢管,应在钢管外侧画一个正方形,并停止逐个拍照,以保证不锈钢管的可靠性。
2-1孔、针孔
1、 特点
1.沉淀孔隙(溶解在液态金属中的气体在凝固过程中形成的孔隙)。
它们大多呈小圆形、椭圆形或针状,散落在整个或部分不锈钢管内,内壁润滑光亮。氢孔比氮孔亮,316L不锈钢管中心易产生氢氮复合孔。
在不锈钢管中,这类孔隙往往以针孔的形式存在,大多数针孔的尺寸小于1mm,通常在钢管的厚截面或热点处较为严重。
2.气孔侵入(型芯气体侵入液态金属后形成气孔)。
它们大多呈梨形或椭圆形。它们位于316L不锈钢管的外部或内部。
3.反应气孔(液态金属某些组分之间或液态金属与模具之间发生化学反应产生的气孔):3
不锈钢管表面下有零星针孔,L钢管上部有夹渣隐藏。
2、 原因分析
1.液态金属中含有大量气体,浇注温度低,析出气体上浮逸出为时已晚。
2.炉料潮湿、生锈、油腻,铸铁槽、钢包未烘干。
3.针孔主要由氢气、氮气和一氧化碳形成。硅虽然能降低铸铁中的氧含量,但会增加氢含量,因此高硅铸铁容易出现氢气孔。当炉料中含有铝或氧化铝时,铸铁件也容易产生针孔。当铁液中铝含量在0.01-0.1%范围内时,易形成氢气孔。
4.型砂混匀不良,水分过多,透气性差,或混有杂质。
5.油漆中气体生成数据太多。
6.芯部未干燥或固化;如果存放时间过长,会吸收水分,恢复水分;通风不良、粘合剂过多、过厚、涂层损坏或未干燥。
7.砂型排气能力差,湿型部分零件密实度过高。
8.浇注和冒口不合理,导致压头过低,或金属液流动湍急,导致气体卷入。
3、 如何避免
l。严格控制铁水含铝量。
2.熔炼球墨铸铁时,应尽量降低原铁水中的硫含量,在保证球化的前提下尽量降低残余镁含量。
3.在铁水或铸型表面撒少量冰晶石粉或氟硅酸钠,以减少或消除不锈钢管皮下气孔。
4.炉料、孕育刀具、工具应干燥,无锈蚀、油污,并适当限制重复重熔的炉料比例。
5.冲天炉熔炼铸铁时,应保证焦炭质量(大块、高固碳、低硫、少灰),以提高铁水出钢温度。
6.熔炼过程中避免液态金属过度氧化。
7.冶炼铝镁合金时,精炼脱气应严格遵守工艺标准。
8.湿成型型砂的含水率不宜过高,适当控制煤粉、重油等产气物质的含量。
9、在保证型砂湿强度的前提下,适当降低粘土含量,并可加入木屑等物质,增加透气性。
10.型砂中不得混入铁豆、煤块、泥块等杂质。
浇注系统的设置应考虑型腔内气体的顺利排出和液态金属的顺利充型。
12.增加垂直浇口高度,提高液态金属的静压。
13.砂芯排气应顺畅,合模时应填塞砂芯间隙,以免液态金属钻入堵塞气道。
14.出风口设在空腔最高处。
15、大口径不锈钢管可斜浇,出风口应设在高处

上一条: 不锈钢管维护、检修设备的装置
下一条: 不锈钢管连续冷却转变曲线的测定