13958054934
2021-06-29
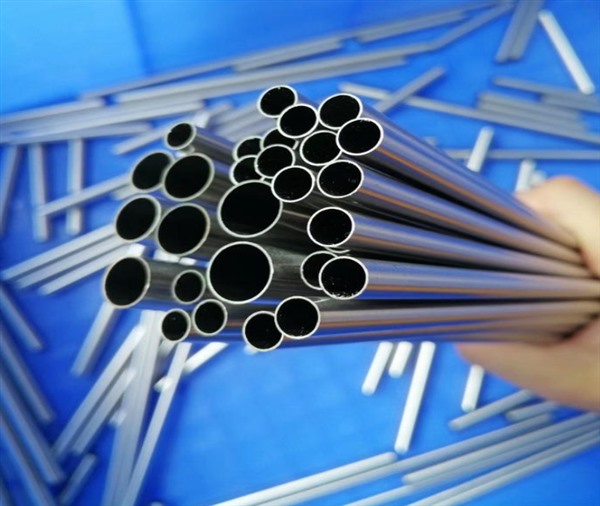
不锈钢管消耗技术的发展方向
1.高精度
为了满足深井采油和机械制造对精度的要求,近年来不锈钢管的消耗量在精度上达到了新的水平。
(1) 不锈钢管壁厚公差由± 12.5%至± 5%%,新轧机能保证壁厚公差± 4%。
(2) 不锈钢管外径公差为± 1.25%至± 0.5%,近年来,通过现代减速机,外径公差可达到± 0.3%
(3) 不锈钢管弯曲度为1mm/m~0.5mm/m,0.3mm/m。
(4) 不锈钢管外表面无缺陷或缺陷少,整个不锈钢管及批次不锈钢管外观也亮丽。
(5) 不锈钢管长度基本不同,端部切割均匀,部分产品仍需倒角。
(6) 除控制上述公差外,还应控制重量公差,并要求钢筋内径检查。内径与直杆间隙应小于3mm。
2.多种类型
主要内容如下:
(1) 一套轧机可以消耗各种钢管。如油管、锅炉管、化学合金管、结构管、高合金不锈钢管等,具有较高的收率和较高的经济效益。
(2) 一套工具(同一套滚轮、导板、同一芯轴)可通过孔型调整,可消耗各种规格钢管。例如,调整导板上下位置可消耗不同外径钢管,同样的芯棒可获得不同壁厚钢管。
(3) 一套轧机可以轧制不同类型的钢坯。如轧制方坯和连铸坯,轧制中高合金钢和不锈钢。
(4) 一种管坯可采用各种规格的不锈钢管。轧机可通过扩径、等径、减径轧制方法得到多种不锈钢管,并根据双尺或多尺长度停止轧制,尽量减少管坯类型,尽量扩大不锈钢管规格。
(5) 工具备件标准化。例如,电机、传动系统、滚筒、一导板等部件互换,出现故障时可成套更换,辅助时间可尽可能缩短。
(6) 一根长管可切割成多条固定长度的管,轧制长度为2m~18m~33m。张力降低后,长度可达150-160m。
3.高性能
(1) 配料摇得很少
一般情况下,组分的抖动范围为:c0.02%~0.03%N,si0.03%~0.05%,mn0.04%~0.05%,s<0.025%,P<0.025%。严格控制钢中的有害元素,包括铜≤ 0.2%,Sn<0.02%,as<0.03%。气体含量控制在:H2中≤ 0.000 3%,O2<0.000 5%~0.002 5%,n<0.008%~0.012%。夹杂物总量小于0.170%(硫化物、氧化铝、颗粒氧化物等)、可溶性铝≤ 0.015%。
(2) 性能有点不稳定
每一种不锈钢管和每一批的性能都有根本的不同。
大的总变形不仅浪费了轧制功和轧制能力,而且对数据的内部性能,特别是横向性能也有不利影响,从而增大了纵向和横向性能之间的剪切差。
塑性指数随变形量的增大而产生剪切差的原因是金属中的硫化锰等非金属夹杂物在初始状态下基本呈圆形。在纵向变形后,它们被拉长并堆积成细长的扁平条状异物,嵌入金属中,对金属的横向性能影响很大。从性能上看,钢锭的总变形(伸长系数)为5~6,可以保证良好的性能,但变形(伸长系数)为5~6,不能生产不锈钢管,保护(延迟系数)应控制在6~30之间。
这样可以净化钢材质量,降低成本,提高产量(≈ 10%). 另一方面,由于轧制产品的总变形量大大减小(延伸系数从60-120降低到6-30),不锈钢管的纵向和横向性能降低。
(3) 充分利用轧制余热停止热处理,充分发挥数据的潜在性能。例如,高强度L不锈钢管的热处理正从离线调质热处理向在线热处理发展。其工艺方法是L型不锈钢管定径后立即调质,生产出晶粒细小的L型不锈钢管。
上浆前的再加热会使晶粒长大。为了消除晶粒长大的影响,需要25%~30%的变形量。因此,浆纱机除了校正周长外,还应停止一定的变形量(伸长系数约为1.4)。浆纱机机架数量不宜过多,每机架变形在3.2%-3.5%之间,以12机架为宜。为保证精度,满足各种外径和壁厚变化的要求,应根据产品外形选择微张力施胶和张力施胶。
4.工艺少
轧管工艺路线由长向短发展,从穿孔到定径的一般工序由4道减少到6道,基本工序由穿孔(形成内孔)、轧制(校正壁厚)和定径(校正周长)3道。轧管机布置紧凑,既节省投资,降低成本,又简化工艺,提高效益。世界上第一台AccuRoll轧管机在烟台投产后,充分证明了只有穿孔三种工艺的合理性→ 滚动的→ 调整大小。对横轧穿孔、自动轧管机回热轧、调平、再热、定径或减径工序,以及水压穿孔、延伸、顶管、松脱、杯底切割、再热、定径或减径工序进行简化或替代。少工序的基础是变形伸长系数的均衡分配,以完成各工序间协调稳定的配合
目前,穿孔机的延伸系数已由原来的2-2.5提高到3-4;主轧机(如连轧机)的延伸系数由5-6降到2-4,accu-roll轧机主要起正向作用,延伸系数由2-2.5降到1.3-1.8;浆纱机由1.1-1.2改进为1.4-1.5。这样可以适当减少主机的变形,增加前后工序的变形,使消耗更加均衡、稳定、高效。
5.优质管坯
稳定、持久地生产出优质、低成本的连铸圆坯或其它特殊钢坯,是轧机改造的基本条件。由于管坯对轧机的运行成本影响很大,占不锈钢管成本的60%以上;另外,稳定的钢坯来源可以保证不锈钢管质量的稳定,基本保证了市场份额。

上一条: 不锈钢管连续冷却转变曲线的测定
下一条: 不锈钢管的卡压衔接有那些步骤