13958054934
2021-06-08
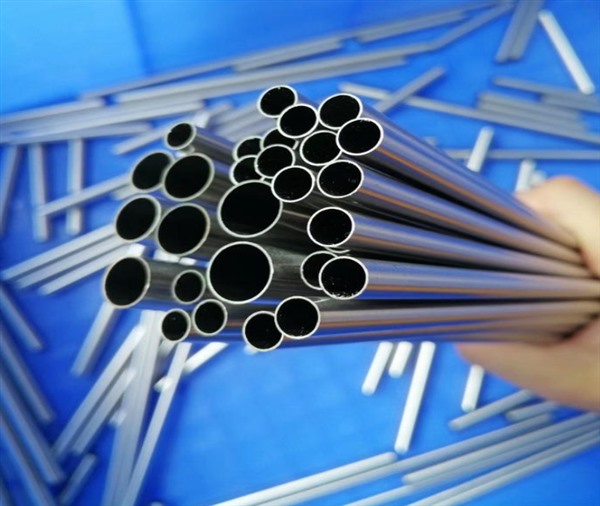
不锈钢管焊前处理
焊前处理对焊接质量有重要影响。焊前处理主要包括316L不锈钢管焊接件的表面处理和预热。
(1) 外观处理
不锈钢管焊接件的外观处理主要包括消除结垢、磨损、锈蚀、渣垢、油脂等,国内外不锈钢管企业在实践和规范要求上存在根本性差异,他们都要求停止处理外表面以显示金属光泽。
(2) 预热
预热是长输管道在线焊接的关键环节,对保证焊接接头质量起着重要作用。据研究,虽然国外一些公司在某些情况下没有预热就取得了理想的焊接效果,但需要非常熟练的焊接工艺和技能等条件才能完成,预热将大大降低在线焊接的难度。
鉴于此,国外不锈钢管企业普遍在焊接前停止预热。预热方法包括辐射加热、传导加热和感应加热。辐射加热是通过气焊或石英灯,利用电磁辐射将局部热量传递到不锈钢管表面。这种加热方式的主要优点是成本低,携带方便,但热效率最低,不能连续加热。氧气燃料(氧气和乙炔、氧气和丙烷)气焊手柄的热效率高于空气燃料气焊手柄。导热加热采用加热方式安装,与不锈钢管表面紧密接触传热。加热装置主要包括带式加热器、电阻线圈等,这种加热方式的主要优点是易于接近焊缝,保证焊接过程中预热温度的持续性。加热方式具有连续性。感应加热是利用感应加热线圈产生的涡流对不锈钢管表面进行加热的一种非常有效的方法。除了传导加热的优点外,它只加热钢材或其他磁性材料,而不加热不锈钢管维修层等非磁性材料,增加了焊工操作的温暖度。
通过比较可知,感应加热是最有利的预热方式。研究表明,感应加热是防止氢致开裂的唯一预热方法。因此,在实际应用中,感应加热是首选。高强度钢管的预热温度范围可根据焊接工艺评定进一步确定。建议的预热温度限值为204℃ ~ 232℃. 当温度超过315度时℃, 管线钢的抗弯强度会严重降低,有烧穿的危险。

上一条: 不锈钢管的加工方法
下一条: 不锈钢管维护、检修设备有哪些装置?